

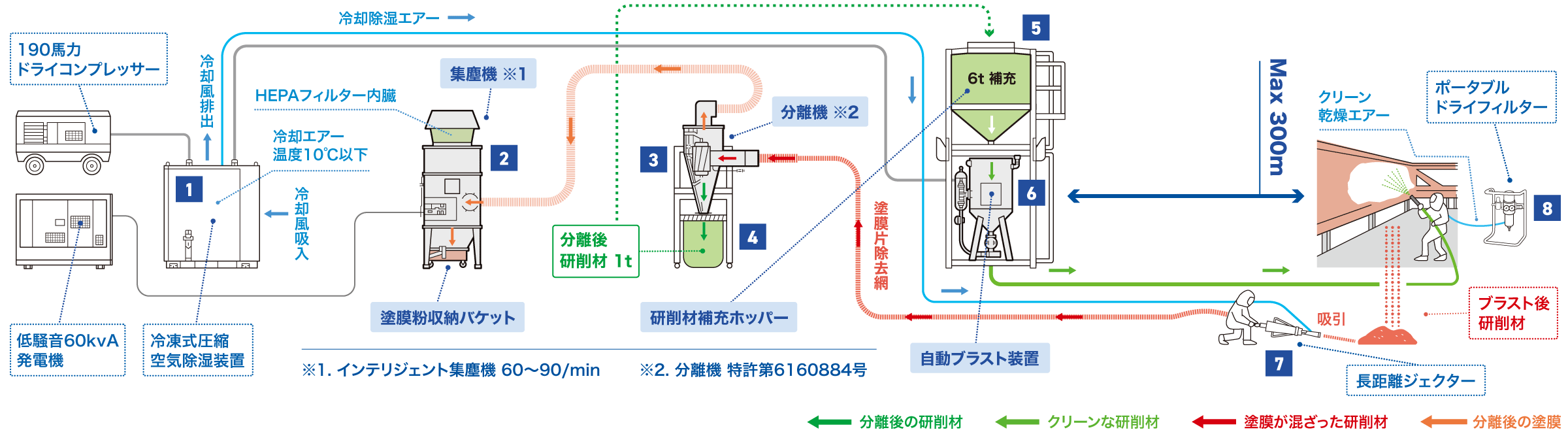
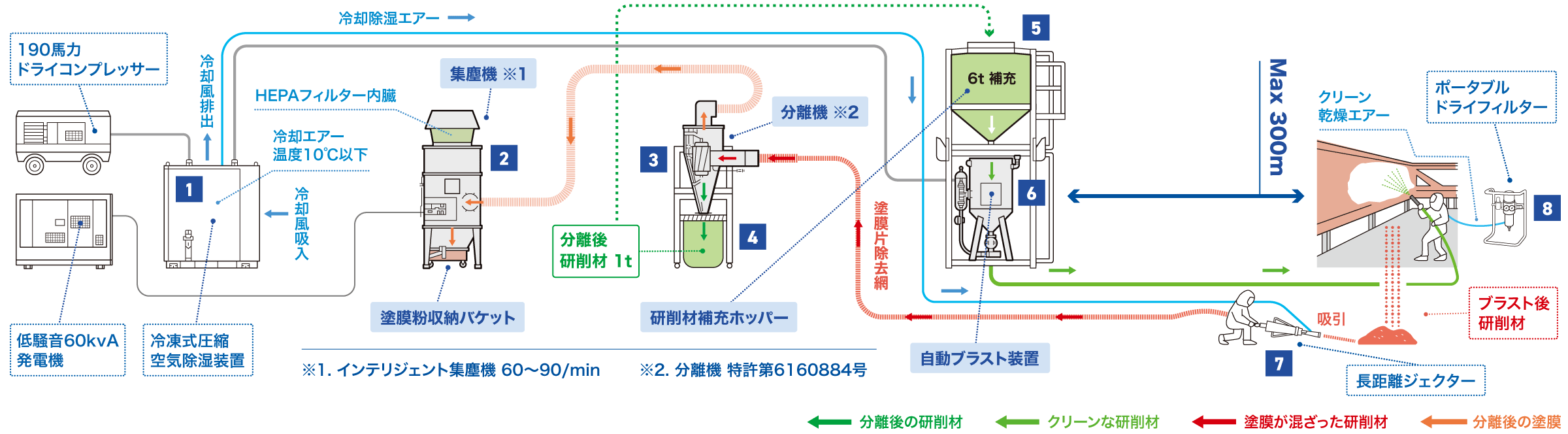
エコーナシステム(分離式ブラスト)工法 機械設備 設置図
特許第6160884号
- 1
190馬力コンプレッサー吐出空気18.5m³/minのドライエアーをドライヤーにて10℃以下の除湿空気に変換します。
- 2
インテリジェンス集塵機(60~90³/min) から分離機のインペラーにて上昇旋回流によリ分離吸引された塗料・錆粉をバケットに受けます。
- 3
分離機インペラーの回転にて研削材・塗膜粉錆粉が完全に分離され研削材のリサイクル使用になリ産廃が大幅に減少されます。
- 4
分離された研削材は専用のフレコンバックに受け3tユニックにて研削材補充ホッパーに6t補充しブラスト機2台で連続してブラスト作業が可能です。
- 5
研削材補充ホッパーに研削材を投入する場合ユニックラジコン操作で作業しホッパーには専用のモンキータラップにて昇り降リの作業をします。
- 6
自動装置付きブラスト機にて研削材の補充、ブラスト機の開閉を行います。
- 7
ブラスト後研削材を長距離ジェクターを使用して吸引・搬送を行います。作業員はタイベック、電動ファン付き呼吸マスクを装着し作業します。
- 8
ブラスト員のエアーラインマスクの供給空気はポータブルドライフィルターを通過させ、0.01ミクロン以上の不純物を除去させクリーンエアーを供給します。
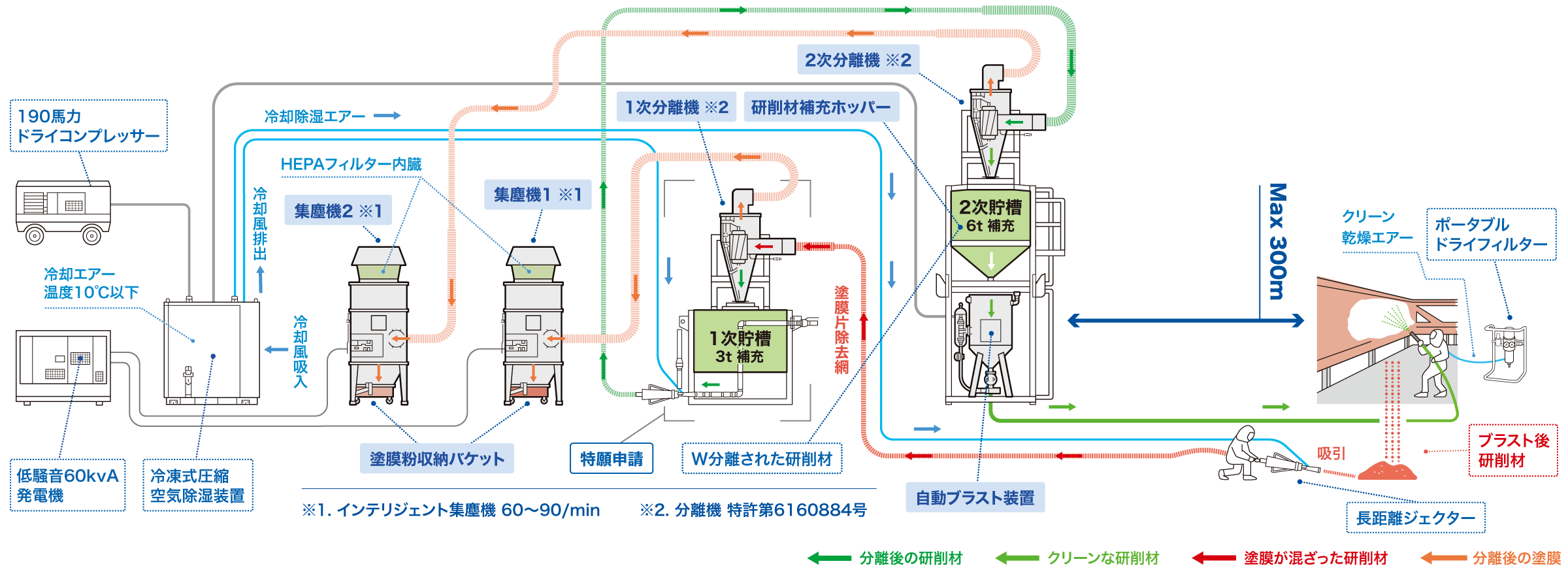
エコーナシステム W分離工法 機械設備 設置図
特許申請中
ホッパーへの研削材補充を1次貯槽および2次貯槽に分離機を搭載し自動化しました。
これまでエコーナシステムでは分離機によって分離された研削材は3tユニック車にてホッパーに投入し再利用していました。
エコーナシステム新W分離工法では新たに導入した新貯槽により、分離された研削材は直接1次貯槽に蓄積されるため、貯まった研削材は2次貯槽へ直接送ることが可能となり、即座にブラスト作業へ使用できます。
この仕組みは研削材の補充が自動化され、研削材の再利用を効率的に行うために非常に有効な手段です。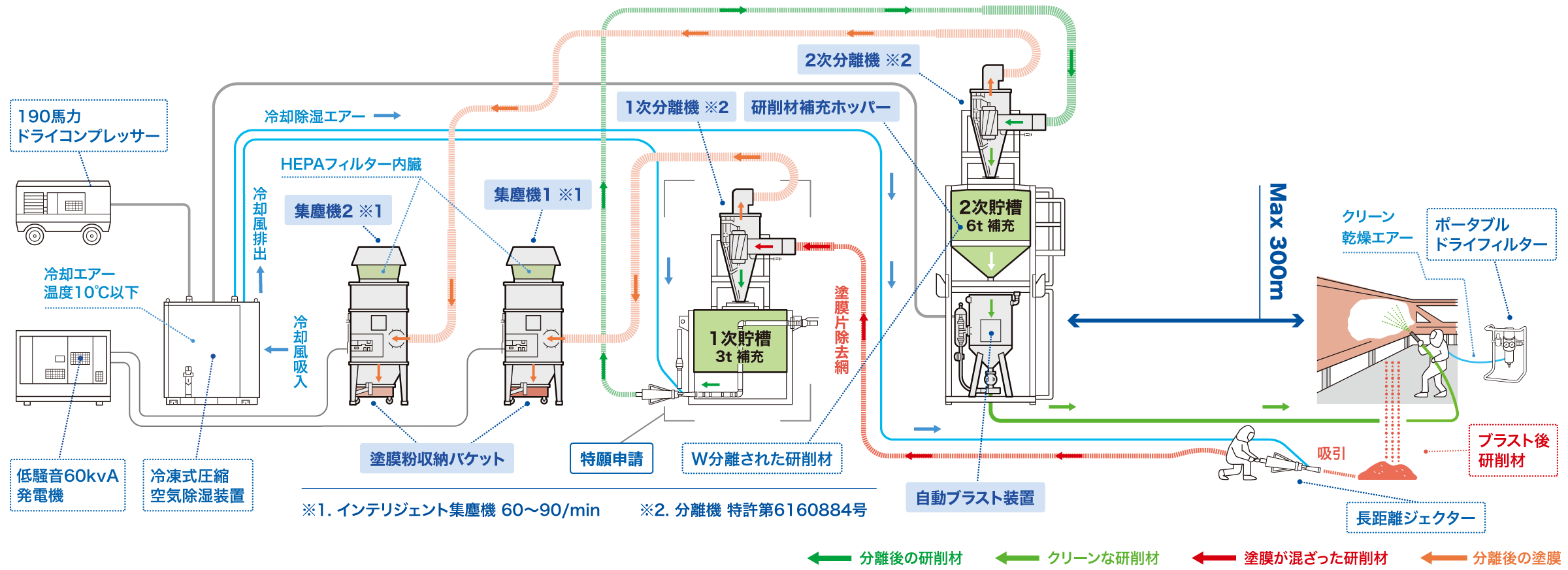
主要設備一覧
現場の規模に応じて最適な構成・サイズの設備を設計し配置いたします。
 大型ホッパー + ブラストマシン
大型ホッパー + ブラストマシン 小型ホッパー + ブラストマシン
小型ホッパー + ブラストマシン 車載式ホッパー
車載式ホッパー 分離機
分離機 集塵機PiF75
集塵機PiF75 集塵機PiF200
集塵機PiF200 空気ドライヤー
空気ドライヤー ジェクター
ジェクター 1次貯槽
1次貯槽









{kind=link}
{kind=link}